 Tiếng Anh
Tiếng Anh 中文简体
中文简体Máy in ống đồng: Cách thức hoạt động, nội dung in và cách chọn máy phù hợp
Máy in ống đồng quay thực sự hoạt động như thế nào
A máy in ống đồng - còn được gọi là máy ép ống đồng hoặc máy ép quay intaglio - chuyển mực lên chất nền bằng một hình trụ khắc. Nguyên tắc cơ bản rất đơn giản: bề mặt của một hình trụ bằng đồng mạ crom được khắc hàng triệu tế bào lõm nhỏ được sắp xếp để tạo thành hình ảnh. Xi lanh quay qua một máng mực, làm đầy từng tế bào bằng mực lỏng. Một lưỡi dao bác sĩ — một lưỡi dao bằng thép hoặc polymer mỏng, cứng được giữ trên bề mặt hình trụ — sau đó cạo mực thừa khỏi các vùng không có hình ảnh (không lõm), chỉ để lại mực trong các ô được khắc. Khi chất nền đi qua giữa trục khắc và con lăn ấn tượng được bọc cao su, áp suất sẽ buộc chất nền tiếp xúc với các ô chứa đầy mực, chuyển mực lên vật liệu. Kết quả là một bản in lấy mực trực tiếp từ vật mang hình ảnh chìm - đặc điểm xác định của in chìm.
Quá trình này được lặp lại ở mỗi trạm in trên máy - một trạm cho mỗi màu. Máy in ống đồng hiện đại để đóng gói thường có 6 đến 12 trạm màu được sắp xếp thẳng hàng, mỗi trạm có hình trụ khắc, hệ thống mực và bộ phận sấy khô riêng. Mạng lưới chất nền (màng, giấy bạc hoặc giấy) liên tục đi qua tất cả các trạm với tốc độ từ 100 đến hơn 500 mét mỗi phút, cuối cùng nổi lên dưới dạng sản phẩm được in đầy đủ, nhiều màu, sẵn sàng cho quá trình chuyển đổi tiếp theo như cán mỏng, rạch hoặc đóng gói.
Các thành phần chính của máy ép ống đồng quay
Hiểu rõ chức năng của từng bộ phận của máy giúp đánh giá thông số kỹ thuật của thiết bị và chẩn đoán sự cố khi phát sinh vấn đề về chất lượng in.
Xi lanh ống đồng
Trục ống đồng được khắc là trái tim của toàn bộ quá trình. Một trụ thép cơ bản được mạ điện bằng một lớp đồng - thường dày 100–150 micron - sau đó được khắc bằng cách sử dụng bút kim cương cơ điện hoặc khắc laser. Sau khi khắc, trụ được mạ crom đến độ cứng 900–1.000 Vickers để bảo vệ tế bào khỏi bị mòn lưỡi dao trong quá trình sản xuất lâu dài. Hình dạng của các ô - độ sâu, chiều rộng, góc mở và thể tích của chúng - xác định lượng mực được gửi và do đó mật độ tông màu và độ bão hòa màu của hình ảnh được in. Độ sâu tế bào thường dao động từ 12 đến 45 micron tùy thuộc vào mật độ mực yêu cầu. Chu vi hình trụ xác định độ dài lặp lại của bản in, độ dài này phải khớp với kích thước túi, túi hoặc nhãn trong sản phẩm cuối cùng.
Hệ thống Doctor Blade
Lưỡi dao bác sĩ là một bộ phận có độ chính xác quan trọng phải duy trì áp suất tiếp xúc đồng đều, nhất quán trên toàn bộ chiều rộng của xi lanh. Các lưỡi dao thường là thép dày 0,10–0,20 mm (hoặc đôi khi là hỗn hợp sợi carbon để làm chất nền mài mòn) và được giữ trong giá đỡ lưỡi dao ở một góc cố định - thường là 55–65 độ so với bề mặt hình trụ. Áp lực tiếp xúc của lưỡi dao phải được tối ưu hóa cẩn thận: quá nhạt và mực còn sót lại trên các vùng không có hình ảnh sẽ gây ra hiện tượng mờ nền và tăng điểm; quá nặng và độ mài mòn của lưỡi tăng nhanh, rút ngắn tuổi thọ của lưỡi và tăng nguy cơ ghi điểm trong xi lanh. Các máy in ống đồng hiện đại bao gồm điều khiển áp suất lưỡi dao bác sĩ vòng kín và cơ cấu lưỡi dao động giúp trải đều độ mòn trên chiều rộng lưỡi dao, kéo dài tuổi thọ sử dụng từ nhiều giờ đến theo ca hoặc thậm chí là toàn bộ quá trình sản xuất.
Con lăn ấn tượng
Con lăn ấn tượng - một con lăn được bọc cao su ép chất nền vào trụ khắc - kiểm soát hiệu quả truyền mực và tính đồng nhất của bản in trên toàn bộ trang web. Độ cứng của cao su (Shore A) được lựa chọn dựa trên loại và độ dày nền: cao su cứng hơn (70–80 Shore A) cho nền dày hơn, cứng hơn; cao su mềm hơn (55–65 Shore A) dành cho màng mỏng và vật liệu mỏng manh. Tình trạng con lăn ấn là một trong những yếu tố thường bị bỏ qua nhất về chất lượng in ống đồng — con lăn ấn bị mòn, biến dạng hoặc lệch tâm gây ra vết lốm đốm, thiếu chấm và mật độ không nhất quán trên chiều rộng của bản in. Con lăn ấn phải được kiểm tra và nối đất lại theo lịch trình xác định dựa trên số giờ chạy và loại chất nền.
Hệ thống tuần hoàn mực và Doctor Blade Pan
Mực ống đồng là chất lỏng có độ nhớt thấp, gốc dung môi hoặc gốc nước — độ nhớt làm việc điển hình là 14–25 giây trong Zahn Cup 2 — phải được tuần hoàn liên tục để duy trì độ nhớt, nhiệt độ và màu sắc ổn định trong suốt quá trình chạy. Mỗi bộ phận in đều có một khay mực chuyên dụng, bơm tuần hoàn và hệ thống kiểm soát độ nhớt tự động thêm mực mới hoặc dung môi để duy trì độ nhớt mục tiêu khi dung môi bay hơi trong quá trình sản xuất. Độ nhớt được theo dõi bằng nhớt kế nội tuyến hoặc bằng phép đo cốc định thời gian được thực hiện bởi người vận hành máy ép trong khoảng thời gian xác định. Trên các máy điều khiển bằng servo hiện đại, việc kiểm soát độ nhớt hoàn toàn tự động, duy trì độ chính xác ±0,5 giây trong nhiều giờ chạy — điều này trực tiếp chuyển thành trọng lượng màng mực và mật độ màu nhất quán từ đầu đến cuối cuộn sản xuất.
Đơn vị sấy khô
Giữa mỗi trạm màu, chất nền đi qua một đường hầm sấy khô, nơi không khí nóng - thường ở nhiệt độ 60–120°C - làm bay hơi dung môi hoặc chất mang nước khỏi màng mực trước khi áp dụng màu tiếp theo. Việc sấy khô đầy đủ giữa các trạm là rất quan trọng: mực chưa khô có thể gây tắc (các lớp dính vào nhau trên cuộn), độ bám dính giữa các lớp kém, nhiễm màu giữa các trạm và lưu giữ dung môi trong thành phẩm — một mối quan tâm đặc biệt trong bao bì thực phẩm nơi dung môi còn sót lại phải tuân theo các giới hạn quy định nghiêm ngặt. Hệ thống sấy chiếm một phần lớn trong cả mức tiêu thụ năng lượng và dấu chân của máy. Hệ thống sấy và thu hồi nhiệt có hỗ trợ hồng ngoại ngày càng được tích hợp vào máy ép ống đồng hiện đại để giảm chi phí năng lượng và tuân thủ các quy định môi trường về phát thải dung môi.
Các loại máy in ống đồng
Không phải tất cả các máy ép ống đồng đều được chế tạo theo cùng một cách hoặc được thiết kế cho cùng một ứng dụng. Cấu hình máy chính khác nhau ở cách sắp xếp các bộ phận in, cách phân luồng web cũng như phạm vi chất nền và định dạng mà chúng xử lý.
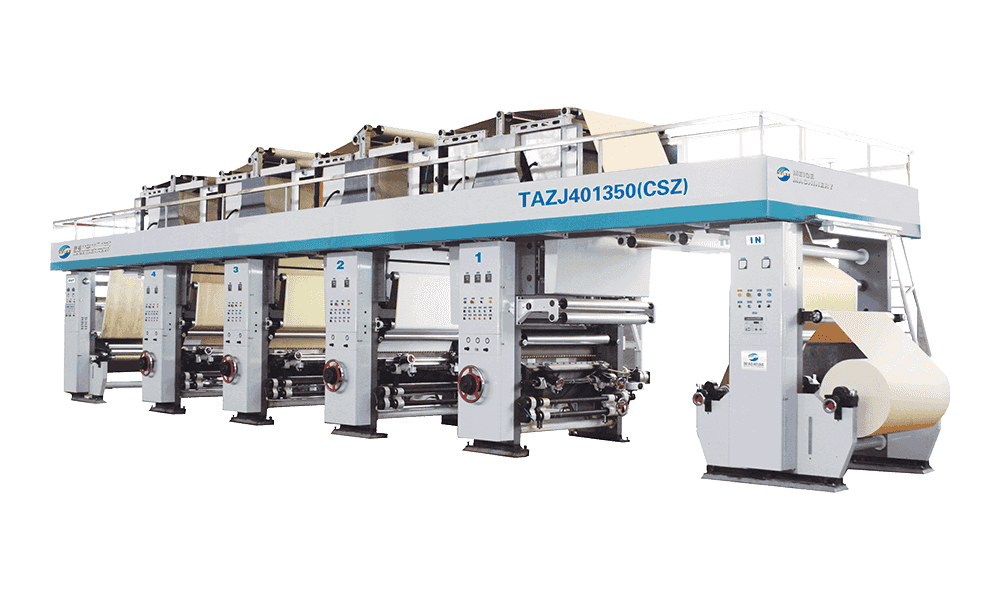
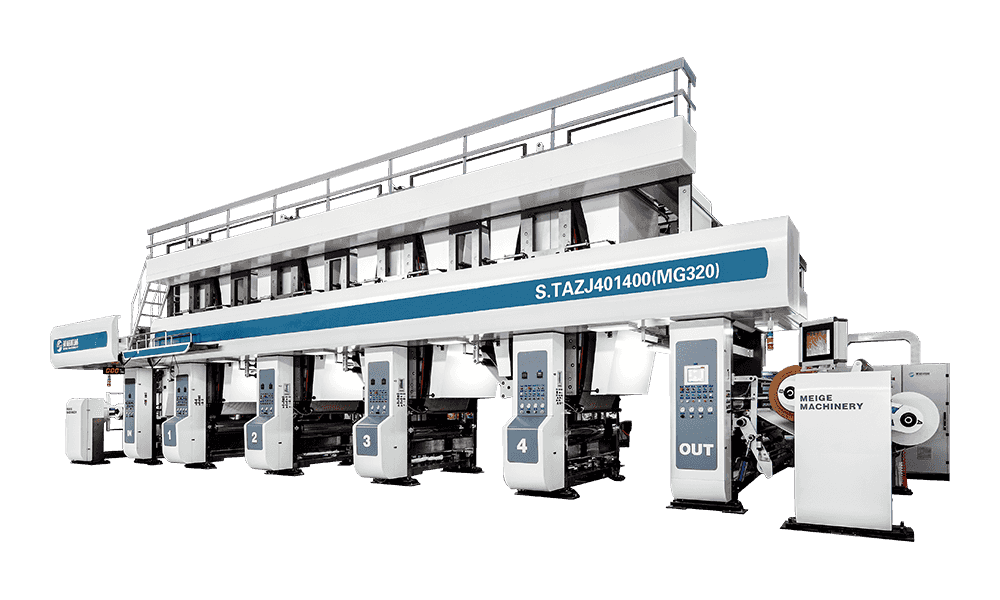
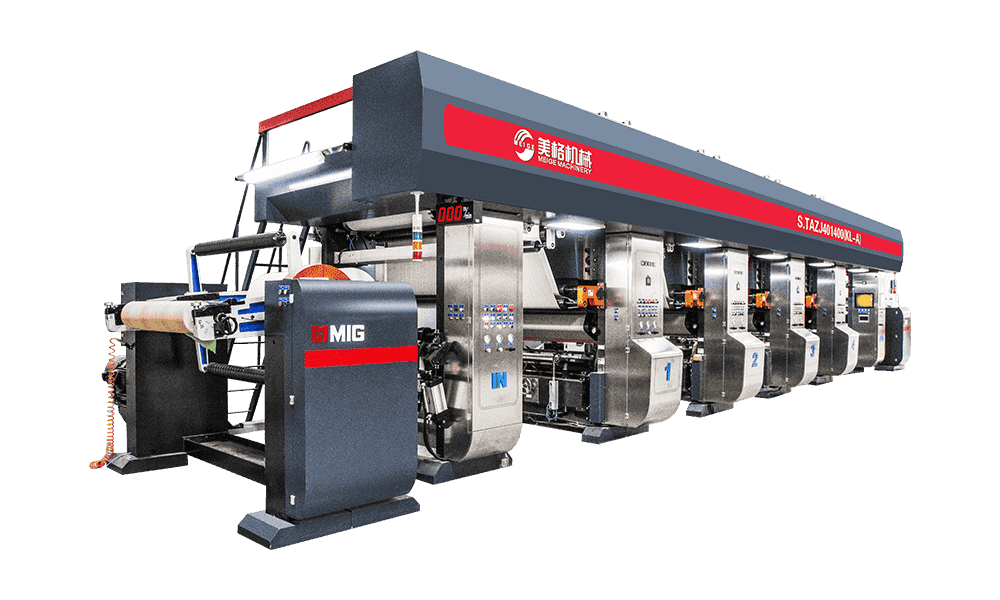
Máy ép ống đồng nội tuyến (ngăn xếp)
Trong máy in ống đồng nội tuyến thông thường, các bộ phận in được sắp xếp tuần tự dọc theo đường dẫn ngang hoặc hơi nghiêng. Chất nền di chuyển từ giá đỡ cuộn qua từng bộ phận in liên tiếp, với bộ phận sấy khô giữa mỗi trạm màu. Cấu hình này là phổ biến nhất để in bao bì linh hoạt vì nó cho phép dễ dàng truy cập vào từng bộ phận in để thay đổi trục in, điều chỉnh mực và làm sạch, đồng thời đường dẫn web đủ đơn giản để giảm thiểu độ phức tạp trong kiểm soát độ căng. Máy ép nội tuyến để đóng gói thường có 6–10 đơn vị màu với chiều rộng màng tối đa là 800–1.400 mm và chạy ở tốc độ 150–400 m/phút tùy thuộc vào chất nền và độ phức tạp của in.
Máy ép ống đồng Ấn tượng trung tâm (CI)
Trong cấu hình khuôn trung tâm, nhiều hình trụ khắc được bố trí tỏa tròn xung quanh một trống ấn tượng trung tâm lớn duy nhất thay vì theo một đường tuần tự. Chất nền quấn quanh trống trung tâm và lần lượt đi qua từng trạm in. Thiết kế này mang lại độ chính xác đăng ký đặc biệt vì chất nền luôn được giữ trên cùng một trống trung tâm trong suốt quá trình in màu - loại bỏ hiện tượng kéo giãn màng và lệch vị trí giữa các trạm có thể gây ra hiện tượng đăng ký sai trong các thiết kế nội tuyến tuần tự. Máy ép ống đồng CI được ưu tiên cho các công việc đăng ký cực kỳ tinh tế như in bảo mật, in trang trí độ nét cao và đóng gói đặc biệt yêu cầu dung sai phù hợp giữa màu sắc chặt chẽ dưới ± 0,1 mm.
Máy ép ống đồng xuất bản
Máy in ống đồng là máy ép ống đồng lớn nhất được sản xuất - được thiết kế để in số lượng lớn tạp chí, danh mục, phụ trang và phụ kiện quảng cáo trên giấy. Những máy này có màng cực rộng (lên tới 4.000 mm hoặc hơn), chạy ở tốc độ 400–600 m/phút và thường được cấu hình với 4 đơn vị màu trong CMYK để tái tạo quy trình bốn màu. Máy in ống đồng xuất bản đòi hỏi nhiều vốn - một chiếc máy mới có thể có giá từ 10–30 triệu đô la trở lên - và chỉ có hiệu quả về mặt kinh tế khi chạy với thời lượng hàng chục triệu bản. Việc sử dụng chúng đã giảm đáng kể cùng với sự phát triển của phương tiện kỹ thuật số, nhưng chúng vẫn là phương pháp in hiệu quả nhất về mặt chi phí để sản xuất định kỳ với số lượng cực lớn.
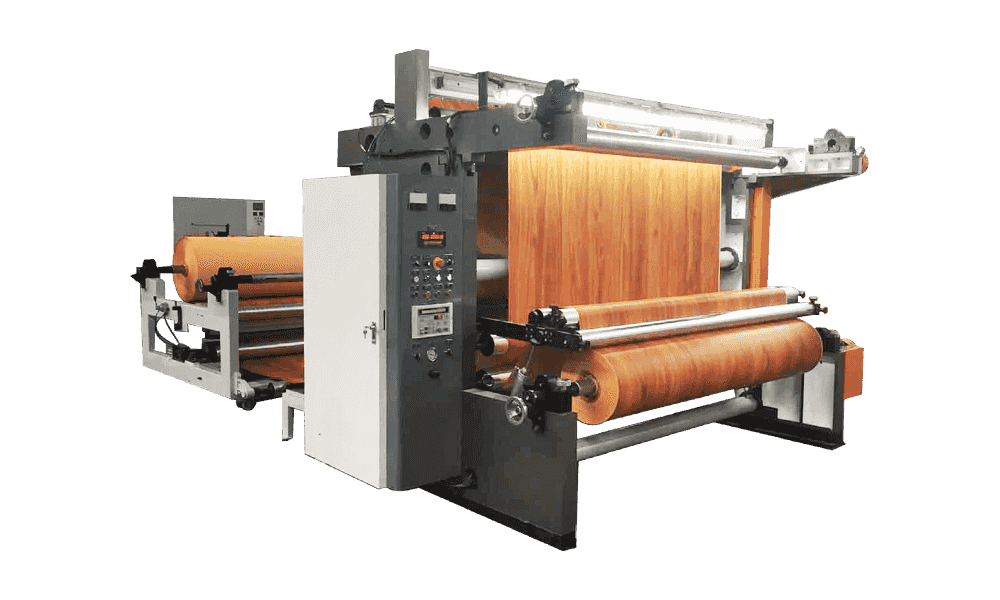
Máy ép ống đồng chuyên dụng
Ngoài việc đóng gói và xuất bản, công nghệ in ống đồng còn được sử dụng trong các ứng dụng chuyên biệt bao gồm in trang trí các mẫu vân gỗ và gạch trên tấm cán mỏng và chất nền sàn, in bảo mật tiền tệ và hộ chiếu, in chuyển màng trang trí và in chức năng của mực dẫn điện trong sản xuất điện tử. Các ứng dụng này thường sử dụng các máy được cấu hình tùy chỉnh với hệ thống xử lý mực chuyên dụng, đường dẫn web được kiểm soát nhiệt độ hoặc bộ điều khiển độ căng được tối ưu hóa cho chất nền cụ thể — từ giấy trang trí dày đến lá nhôm 6 micron siêu mỏng.
Máy in ống đồng có thể in trên chất nền gì?
Quá trình ống đồng cực kỳ linh hoạt về khả năng tương thích với chất nền. Bởi vì nó sử dụng mực có độ nhớt thấp và áp lực ấn tượng nhẹ nhàng nên nó có thể in trên các vật liệu mà các quy trình khác gặp khó khăn — bao gồm màng rất mỏng, lá kim loại và chất nền nhạy cảm với nhiệt.
- Phim nhựa: BOPP (polypropylene định hướng hai chiều), PET (polyester), BOPA (nylon định hướng hai chiều), CPP (polypropylen đúc), PE (polyethylene) - in ống đồng trên nền màng dẻo là ứng dụng lớn nhất của máy ống đồng quay trên toàn cầu, chủ yếu dành cho bao bì thực phẩm, bao bì hàng tiêu dùng và túi dược phẩm.
- Lá nhôm: Từ giấy bạc siêu mỏng 6 micron để đóng gói vỉ dược phẩm đến giấy bạc 25–40 micron để gói bánh kẹo, ống đồng xử lý việc in giấy bạc với độ che phủ nhất quán mà các quy trình khác gặp khó khăn hơn đạt được.
- Giấy và bìa: Các loại giấy có tráng và không tráng để xuất bản, in nhãn và in thùng carton mềm. Khả năng tạo ra các chuyển màu bán sắc mượt mà của Gravure trên giấy khiến nó trở thành quy trình được lựa chọn để in tạp chí chất lượng cao.
- Màng nhiều lớp và kim loại: BOPP kim loại hóa, PET kim loại hóa và tấm cán mỏng nhiều lớp là các chất nền ống đồng phổ biến trong bao bì thực phẩm ăn nhẹ và bánh kẹo, nơi đều yêu cầu đặc tính rào cản và hiệu ứng kim loại trực quan.
- Vải không dệt: Một số ứng dụng ống đồng đặc biệt liên quan đến việc in trên vải polypropylen hoặc polyester không dệt để đóng gói sản phẩm chăm sóc sức khỏe, ứng dụng vệ sinh và tài liệu quảng cáo.
- Chất nền trang trí: Giấy dày, giấy trang trí đã tẩm và màng PVC dùng trong các sản phẩm ván sàn và ván sàn nội thất được in trên máy ống đồng được cấu hình đặc biệt cho trọng lượng lớp phủ cao và các mẫu lặp lại lớn cần thiết trong các ứng dụng trang trí này.
In ống đồng so với in Flexographic và in offset: Sự khác biệt chính
Ba quy trình này chiếm ưu thế trong in ấn thương mại và in ấn bao bì, đồng thời mỗi quy trình có đặc điểm hiệu suất riêng biệt. Hiểu được sự cân bằng thực tế sẽ xác định đâu là lựa chọn phù hợp cho một ứng dụng và khối lượng nhất định.
| Yếu tố | ống đồng quay | Flexographic | Bù đắp (Trang tính / Web) |
| Người vận chuyển hình ảnh | Xi lanh kim loại khắc | Tấm photopolymer linh hoạt | Tấm in nhôm |
| Chi phí xi lanh / tấm | Cao ($300–$800 mỗi xi lanh) | Vừa ($80–$300 mỗi đĩa) | Thấp ($20–$80 mỗi đĩa) |
| Chất lượng in | Độ chuyển màu tuyệt vời, mật độ nhất quán | Tốt đến rất tốt, cải thiện với tấm HD | Tuyệt vời cho giấy, hạn chế trên phim |
| Thời lượng chạy tiết kiệm tối thiểu | Rất dài (100.000 mét tuyến tính) | Trung bình (10.000–50.000 m) | Ngắn đến trung bình (tùy thuộc vào định dạng) |
| Tốc độ sản xuất | 150–500 m/phút | 100–400 m/phút | Tờ: 10.000–18.000 tờ/giờ |
| Tính linh hoạt của chất nền | Rất rộng - phim, lá, giấy | Rộng - màng, tôn, nhãn | Chủ yếu là giấy và bìa |
| Thời gian chuyển đổi | Dài (thay xi lanh, rửa mực) | Trung bình (thay đổi tấm và tay áo) | Ngắn đến trung bình |
| Tốt nhất cho | Đóng gói, xuất bản linh hoạt số lượng lớn | Bao bì khối lượng trung bình, nhãn, sóng | Giấy, thùng carton, in ấn thương mại |
Thực tế kinh tế cơ bản của in ống đồng là chi phí in trước cao được phân bổ theo thời gian chạy rất lớn. Việc khắc một bộ ống đồng đầy đủ 8 màu cho một thiết kế bao bì mới có thể tốn từ 3.000–8.000 USD trở lên, so với 500–2.000 USD cho một bộ tấm flexo tương đương. Với chiều dài 500.000 mét tuyến tính, chênh lệch chi phí này trở nên không đáng kể trên mỗi đơn vị - đó là lý do tại sao ống đồng là quy trình chủ đạo cho bao bì tiêu dùng có khối lượng lớn nhất. Đối với thời gian chạy ngắn hơn, flexo hầu như luôn tiết kiệm hơn mặc dù trần chất lượng in tối đa thấp hơn một chút.

Chất lượng in Ưu điểm của ống đồng quay
Ống đồng quay tạo ra các đặc tính chất lượng in thực sự khó sánh bằng các quy trình in tốc độ cao khác, đặc biệt là trong các lĩnh vực kỹ thuật cụ thể quan trọng đối với công việc xuất bản và đóng gói cao cấp.
Độ chuyển màu mượt mà và mật độ bóng
Bởi vì ống đồng gửi mực từ các tế bào vật lý có độ sâu và diện tích khác nhau, nên nó có thể tạo ra các chuyển màu liên tục, cực kỳ mượt mà — từ điểm sáng mờ nhất đến tông màu trung tính đến bóng tối đậm, bão hòa — mà không có các mẫu chấm nhìn thấy được đặc trưng cho quá trình in dựa trên bán sắc. Trong bao bì bánh kẹo cao cấp, nhãn mỹ phẩm và in ấn ấn phẩm đòi hỏi chất lượng hình ảnh, khả năng tái tạo tông màu da mịn màng, kết cấu thực phẩm và nền khí quyển của ống đồng là một lợi thế cạnh tranh thực sự. Giá trị mật độ bóng 2,5–3,0 OD (mật độ quang) có thể đạt được trên ống đồng cho màu đậm bão hòa, so với 1,7–2,0 OD điển hình của flexo.
Tính nhất quán trong thời gian dài
Sau khi ống đồng được khắc và tác phẩm được phê duyệt trên báo chí, mật độ màu và chất lượng in vẫn cực kỳ ổn định trong suốt quá trình sản xuất - thường là hàng trăm nghìn mét - vì vật mang hình ảnh (hình trụ khắc) không thay đổi trong quá trình chạy. Trong in flexo và in offset, việc nén và mài mòn bản in có thể gây ra hiện tượng trôi mật độ dần dần trong thời gian dài. Đối với chủ sở hữu thương hiệu có tiêu chuẩn màu sắc nghiêm ngặt và khối lượng rất lớn, tính nhất quán trong suốt thời gian chạy của ống đồng là một lợi ích đảm bảo chất lượng đáng kể giúp giảm tỷ lệ loại bỏ và giảm thiểu nhu cầu dừng chỉnh màu trong quá trình sản xuất.
In đường nét và in lụa
Việc khắc laze hiện đại trên trục ống đồng đạt được quy tắc màn hình 200–300 dòng trên mỗi cm (tương đương 500–750 lpi), cho phép tái tạo chi tiết cực kỳ tinh tế — văn bản nhỏ đến 2 điểm có thể được sao chép một cách rõ ràng và việc in mẫu bảo mật tốt yêu cầu độ phân giải mà chỉ ống đồng khắc có thể cung cấp một cách nhất quán. Đây là lý do tại sao ống đồng vẫn là quy trình được lựa chọn để in tiền giấy, sản xuất hộ chiếu và tài liệu nhận dạng cũng như các ứng dụng bảo mật khác trong đó việc tái tạo tính năng tốt là yêu cầu chống giả mạo.
Các lỗi in thường gặp trên máy ép ống đồng và nguyên nhân của chúng
Ngay cả trên thiết bị được bảo trì tốt, in ống đồng vẫn có một số lỗi đặc trưng mà người vận hành máy in và nhóm chất lượng cần nhận ra và giải quyết nhanh chóng. Hiểu nguyên nhân gốc rễ giúp xác định cách khắc phục nhanh hơn.
- Thiếu dấu chấm (bỏ qua): Các vùng nhỏ của bản in xuất hiện dưới dạng các đốm trắng hoặc khoảng trống trong vùng đồng nhất hoặc có màu. Nguyên nhân phổ biến nhất là do mực bị khô trong các tế bào trước khi chuyển (độ nhớt của mực quá cao hoặc tốc độ ép quá chậm so với nhiệt độ máy sấy) hoặc do con lăn lấy dấu bị bẩn hoặc mòn không thể ép hoàn toàn chất nền vào một số tế bào nhất định. Điều chỉnh giảm độ nhớt và kiểm tra tình trạng trục lăn ấn là những bước khắc phục đầu tiên.
- Vệt lưỡi bác sĩ: Những đường mảnh chạy theo hướng máy (song song với đường di chuyển trên web) xuyên qua hình ảnh in. Nguyên nhân là do một vết khía, mảnh vụn hoặc hạt bám vào lưỡi dao bác sĩ hoặc do hạt mực cứng nằm giữa lưỡi dao và bề mặt trụ. Yêu cầu thay thế hoặc làm sạch lưỡi dao; Vệt sọc dai dẳng có thể cho thấy crom xi lanh bị hư hỏng cần mạ lại.
- Khói mù hoặc tông màu: Nền màu mực mờ ở các vùng không phải hình ảnh - có thể nhìn thấy dưới dạng màu được truyền qua các vùng trắng hoặc rõ ràng trên danh nghĩa của bản in. Nguyên nhân là do áp suất lưỡi dao bác sĩ không đủ hoặc lưỡi dao bị mòn không còn lau sạch bề mặt xi lanh. Việc tăng áp suất lưỡi cắt hoặc thay thế lưỡi dao thường giải quyết vấn đề này ngay lập tức.
- Đăng ký sai: Lỗi căn chỉnh màu in khiến hình ảnh có vẻ mờ hoặc có viền màu xung quanh các chi tiết nhỏ. Nguyên nhân là do dao động độ căng của màng giữa các bộ phận in, độ giãn của chất nền do thay đổi nhiệt độ trong máy sấy hoặc hệ thống điều khiển đăng ký bị mòn. Yêu cầu hiệu chỉnh hệ thống căng thẳng, tối ưu hóa nhiệt độ máy sấy và có thể đăng ký bảo trì hoặc nâng cấp hệ thống điều khiển.
- đốm: Mật độ mực không đồng đều, loang lổ ở các vùng in đặc - bề mặt có vẻ mờ hơn là mịn và đồng đều. Các nguyên nhân phổ biến bao gồm độ cứng của trục lăn ấn không đồng đều (các điểm phẳng hoặc vùng bị mòn), năng lượng bề mặt chất nền không nhất quán hoặc sự thay đổi độ nhớt của mực trên chiều rộng của web. Kiểm tra và thay thế trục lăn ấn, cùng với kiểm tra kiểm soát độ nhớt, là những hành động khắc phục chính.
- Chặn: Các lớp in dính vào nhau trên cuộn giấy - được phát hiện khi cuộn giấy được tháo ra và bề mặt in bị rách hoặc chuyển mực sang mặt sau của lớp liền kề. Nguyên nhân là do sấy khô không đủ giữa các trạm hoặc sấy khô lần cuối không đủ trước khi cuộn lại. Giảm tốc độ ép, tăng nhiệt độ hoặc vận tốc không khí của máy sấy hoặc điều chỉnh công thức mực để hỗn hợp dung môi khô nhanh hơn là các biện pháp khắc phục.
Những điều cần đánh giá khi mua máy in ống đồng quay
Cho dù bạn đang đầu tư vào một máy in ống đồng mới hay tìm nguồn cung ứng máy đã qua sử dụng, đây là những lĩnh vực đặc điểm kỹ thuật có tác động lớn nhất đến khả năng sản xuất, chất lượng in và tổng chi phí sở hữu.
Độ rộng trang web và phạm vi lặp lại in
Chiều rộng web tối đa xác định kích thước định dạng và số làn in cạnh nhau mà máy có thể xử lý. Hầu hết các máy ép ống đồng đóng gói đều có chiều rộng 800 mm, 1.000 mm, 1.100 mm hoặc 1.300 mm. Máy rộng hơn mang lại bố cục linh hoạt hơn và tiết kiệm hơn trên mỗi mét vuông khi sử dụng toàn bộ web, nhưng chi phí cao hơn, yêu cầu cơ sở vật chất lớn hơn và yêu cầu trụ rộng hơn, nặng hơn và đắt tiền hơn để khắc. Phạm vi lặp lại in - chu vi hình trụ tối thiểu và tối đa mà máy có thể chấp nhận - xác định phạm vi chiều cao của túi, túi hoặc nhãn thành phẩm mà máy có thể tạo ra. Phạm vi lặp lại rộng hơn giúp lập kế hoạch linh hoạt hơn nhưng yêu cầu thiết kế bộ phận in và giá đỡ hình trụ phức tạp hơn.
Số đơn vị màu và cấu hình máy in
Máy ép 6 màu đáp ứng hầu hết các công việc đóng gói có mục đích chung (CMYK cộng với hai màu đốm hoặc đơn vị phủ). Cấu hình 8 màu tăng thêm tính linh hoạt cho bao bì phức tạp với nhiều màu sắc thương hiệu, hiệu ứng kim loại, vecni hoặc sơn lót và cán màng nội tuyến. Máy 10 và 12 màu được sử dụng cho các công việc in trang trí phức tạp nhất hoặc các công việc đa chức năng yêu cầu in cộng với lớp phủ cộng với cán màng trong một lần duy nhất. Nhiều đơn vị màu hơn có nghĩa là chi phí máy cao hơn, thời gian chuyển đổi lâu hơn, mức tiêu thụ năng lượng lớn hơn và thời gian in lâu hơn — những yếu tố này cần được cân nhắc với doanh thu từ khả năng bổ sung.
Hệ thống truyền động và công nghệ điều khiển đăng ký
Máy ép ống đồng cũ sử dụng bộ truyền động trục cơ học với bộ điều chỉnh thanh ghi bằng khí nén hoặc thủy lực - những hệ thống này mạnh mẽ nhưng phản ứng chậm với các lỗi đăng ký và cần có sự can thiệp đáng kể của người vận hành để duy trì sự liên kết chặt chẽ giữa các màu. Máy ép hiện đại sử dụng các ổ đĩa phụ riêng lẻ trên mỗi bộ phận in, với hệ thống điều khiển đăng ký điện tử vòng kín giám sát các dấu đăng ký giữa mỗi màu và thực hiện các chỉnh sửa vi mô liên tục trong thời gian thực. Máy ép điều khiển bằng servo với bộ điều khiển đăng ký tự động có thể đạt được và duy trì độ chính xác đăng ký ±0,1 mm trong suốt quá trình sản xuất ở tốc độ tối đa, giảm đáng kể chất thải khi bắt đầu công việc và cho phép tăng tốc nhanh hơn sau khi thay đổi xi lanh. Nếu bạn đang đánh giá một máy ép đã qua sử dụng, tuổi và thông số kỹ thuật của hệ thống truyền động và thanh ghi cũng quan trọng như tình trạng cơ học của xi lanh và con lăn.
Thu hồi dung môi và tuân thủ môi trường
In ống đồng dựa trên dung môi tạo ra một lượng đáng kể khí thải chứa dung môi từ các thiết bị sấy. Yêu cầu pháp lý ở hầu hết các quốc gia yêu cầu kiểm soát lượng khí thải này - thông qua hệ thống thu hồi dung môi (hấp phụ than hoạt tính, sau đó là giải hấp hơi nước hoặc nitơ để tái tạo dung môi để tái sử dụng) hoặc chất oxy hóa nhiệt (RTO - chất oxy hóa nhiệt tái sinh) đốt cháy hơi dung môi thành CO₂ và nước. Máy ép không có hệ thống quản lý dung môi tích hợp sẽ không thể hoạt động hợp pháp trong thị trường được quản lý hoặc sẽ cần đầu tư vốn bổ sung đáng kể vào kiểm soát môi trường. Khi đánh giá bất kỳ giao dịch mua máy in ống đồng nào, thông số kỹ thuật của hệ thống xử lý và thu hồi là một hạng mục thẩm định quan trọng — cả về tuân thủ quy định và tính kinh tế của việc tái sử dụng dung môi, có thể bù đắp một phần đáng kể chi phí tiêu thụ mực ở khối lượng sản xuất cao.
Khả năng tương thích hệ thống mực: Dung môi và gốc nước
Phần lớn máy ép ống đồng hiện đang hoạt động đều sử dụng mực gốc dung môi, tạo ra chất lượng in cao nhất và tốc độ khô nhanh nhất. Tuy nhiên, áp lực pháp lý về phát thải VOC và cam kết bền vững của chủ sở hữu thương hiệu đang thúc đẩy đầu tư đáng kể vào hệ thống mực in ống đồng gốc nước. Ống đồng gốc nước yêu cầu hệ thống sấy khô được sửa đổi (thể tích không khí và nhiệt độ cao hơn để làm bay hơi nước thay vì dung môi), các thành phần tuần hoàn mực chống ăn mòn và hệ thống mực được cải tiến có thể phù hợp với đặc tính độ nhớt và tốc độ ép của mực dung môi. Việc mua máy in mới tại các thị trường có quy định phát thải nghiêm ngặt ngày càng được chỉ định về khả năng tương thích mực gốc nước ngay từ đầu và một số máy in đóng gói lớn đang trang bị thêm các máy ép dung môi hiện có để vận hành dựa trên nước. Khi chỉ định một máy mới, việc làm rõ liệu máy ép được thiết kế để hoạt động chỉ dùng dung môi, chỉ dùng nước hay khả năng kép có ý nghĩa quan trọng đối với cả thông số kỹ thuật của máy và chiến lược cung cấp mực dài hạn.


Danh mục sản phẩm
Tin tức được đề xuất
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Giải thích về Máy tua lại kiểm tra: Nó hoạt động như thế nào và những điều cần chú ý khi mua
2026-05-26Máy in ống đồng cho vật liệu hoàn thiện tấm gỗ thực sự hoạt động như thế nào (và tại sao nó lại quan trọng)
Sản phẩm khuyến cáo
Sự đa dạng về mẫu mã, đáp ứng nhu cầu phát triển của các khu vực khác nhau trên thế giới.

Hãy nhắn tin cho chúng tôi ngay bây giờ!
đường dẫn nhanh
Các sản phẩm
Liên hệ chúng tôi
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: Số 32 Wujiatou, làng Qingke, phố Tấn Thành, huyện Lâm An, thành phố Hàng Châu, tỉnh Chiết Giang
Copyright © Chiết Giang Meige Machinery Co., Ltd. All rights reserved.
 Quyền riêng tư
Quyền riêng tư